Hitsien vikojen tyypit ja menetelmät niiden poistamiseksi. Perushitsausvirheiden määritelmät Hitsausvirheet
Suunnittelun luotettavuus riippuu suoritetun työn laadusta. Hitsattujen kiinnikkeiden viat eivät ole sallittuja, muuten tuote voi epäonnistua sopimattomalla hetkellä. Laiminlyönti työssä, päällikön alhainen pätevyys voi johtaa erilaisiin ongelmiin, työtekniikoita ja laitteita on käytettävä GOST:ien mukaisesti. Hitsausten arvot voivat olla toleranssien sisällä tai päinvastoin, jälkimmäisessä tapauksessa on tarpeen tehdä työ uudelleen, kunnes haluttu tulos saavutetaan.
Käytön aikana eri tekijöiden vaikutuksesta saumaan muodostuu joitain ei-hyväksyttäviä epäjohdonmukaisuuksia. Hitsausvirheet on jaettu useisiin ryhmiin, joiden toleranssit on kuvattu yksityiskohtaisesti GOST: ssa:
- Ulkoisilla vioilla on rakenteen epätasainen muoto, koska muodostustekniikkaa ei ole noudatettu.
- GOST-23055:n mukaan ei-metalliset tai kuonakertymät, sulamattomuus ja metallituotteiden tunkeutumattomuus hyväksytään sisäisiksi viallisiksi osiksi. Tämän avioliittoluokan tunnistamiseksi käytetään hitsaustuotannon ohjauslaitteita.
Korjaus tehdään kalvaamalla koko onkalon yli, jotta kehitys poistuu, avioliitto poistetaan ja uusi liitos hitsataan.
onteloita
Satunnaista muotoa, joka ilmestyi kaasuille altistumisen seurauksena, kutsutaan onkaloksi. Tapahtuu, kun metalli on sulanut, ei ylimääräisten kaasujen poistamisen täyttä sykliä, ei hitsausaltaan oikeaa muodostumista. Epäjatkuvuudet muodostuvat pitkänomaisten onteloiden muodossa, kraatterit ja kuoret kuuluvat luokkaan. Hitsauksen hylkäämisen päätyyppi ovat fistelit, jotka ovat ilmaantuneet seuraavista syistä:
- metallin plastisuus ei täytä vaatimuksia;
- kovettuvat rakenteet;
- epätasainen lämmitys.
Viat vaihtelevat muodoltaan, syvyydeltä ja sijainniltaan, jotka voivat sijaita sekä sauman sisä- että ulkopuolella. Fistuleilla on pitkänomainen putkimainen muoto, ulkonäön syy on kaasut. Teknisten määräysten noudattamatta jättäminen eli öljyn, hapettumisen ja muiden epäpuhtauksien esiintyminen hitsausalueella johtaa suunnitteluvirheeseen.
Huonolaatuinen työkalu voi aiheuttaa korjaamattomia vahinkoja sekä apumateriaalien käytön juoksutteen muodossa. Lisääntynyt valmistusnopeus, epätyypillinen suojakaasujen kulku vaikuttaa haitallisesti sauman ominaisuuksiin. Huokoset muodostuvat viallisen työkalun, langan, liiallisen tuuletetun huoneen käytön vuoksi.
Kun kaari katkeaa tai viimeinen osio on väärä, syntyy kraattereita. Ulkonäkö määräytyy suppilon tyypin mukaan, joka on hitsattava havaitsemisen yhteydessä. Nykyaikaiset hitsaussauman valmistavat yksiköt pystyvät poistamaan eron vähentämällä virtaa liitoksen päässä.
Kiinteitä sulkeumia
Mitä tahansa alkuperää olevat vieraat aineet ovat vakava ongelma hitsausprosessissa. Tärkeimmät virheet ovat suuri hitsausnopeus, pieni virta, likaiset reunat. Hitsausvirheitä syntyy seuraavista syistä:
- sulatusainejäämät;
- kuona- tai oksidisulkeumat.
Oksidit muodostuvat metallin irrottamisen puutteen, kemiallisen altistuksen seurauksena. Teknologian alaisena kuona kelluu pintaan, mutta jää joissain tilanteissa sauman sisään. Suojakaasut luovat ympäristön, johon vierasesine on mahdotonta sisällyttää. Metalliset sulkeumat voivat olla vaarallisia sellaisenaan ovat jopa useita kymmeniä millimetrejä kooltaan.
Esiintymisehdot riippuvat koulutustyypistä:
- epäyhtenäinen;
- lineaarinen;
- muu koulutus.
Se hitsausoperaatioiden osa, jossa kuonan lisäainepitoisuus ylittyy, sulatetaan. Usein sulkeumat näkyvät staattisen ja lisätyn sauman risteyksessä monikerroksisia tuotteita valmistettaessa.
Ei-fuusio ja tunkeutumisen puute
Epäjalometallin tai yksittäisten elementtien välisen liitoksen puuttumista kutsutaan ei-fuusioitumiseksi. Ne eroavat pinnaltaan, koostuvat haarukoista, jotka sijaitsevat sauman pohjassa. Tärkeimmät syyt fuusioimattomuuteen määräytyvät:
- lisääntynyt kaaren pituus;
- riittämätön reunojen leikkaus;
- alennettu hitsausvirta;
- lisääntynyt hitsausnopeus.
Staattisilla liitoksilla esiintyvä vika voidaan korjata lisähitsauksella. Tämän seurauksena lujuus vähenee, jännitys keskittyy ei-fuusioalueella.
Liitoksen riittämätöntä sulamista hitsausvyöhykkeellä kutsutaan tunkeutumisen puutteeksi. Tärkeimmät syyt ovat ruosteen jäämät, hapettuminen, hilseily ja muut haitalliset vaikutukset. Pitoisuuden laskun seurauksena koko rakenteeseen haitallisesti vaikuttavien jännitysten mahdollisuus kasvaa. Jos toleransseista poikkeaa, keskeneräisellä saumalla varustettu alue puhdistetaan maahan, hitsaus suoritetaan uudelleen.
Poikkeama hitsauspinnan muodon, liitoksen geometrisen tilan, määritellyistä parametreista johtuu muodon rikkomisesta.
On olemassa erilaisia rikkomuksia, joista jokainen johtuu tietyistä olosuhteista.
- Alaleikkaukset - hitsin reunoja pitkin muodostuu vika pitkittäisjärjestelyllä olevien syvennysten muodossa. Se muodostuu usein lisääntyneellä hitsausnopeudella, minkä seurauksena hitsausallas kovettuu odotettua nopeammin. Kaaren lisääntynyt etäisyys edistää sauman leveyden leviämistä metallin läpi, koska. tällaisella järjestelmällä kaaren lämmönsiirto pysyy samalla tasolla, teho ei riitä sulattamaan koko metallionteloa.
- Ylimääräistä hitsausmateriaalia löytyy hitsin sisäpuolelta - ylimääräinen tunkeutuminen. Lineaariset kohdistusvirheet ovat tila, jossa liitettävät osat sijaitsevat eri tasoilla, saumojen välillä on korkeusero. On olemassa kulmikasta avioliittotyyppiä tilanteissa, joissa kulma on epäsymmetrinen puskuelementtiin nähden.
- Pinnoitus - ylimääräinen määrä materiaalia, joka muodostuu sauman liittämisprosessin aikana. Vika muodostuu liian pitkästä kaaresta, elektrodin väärästä kallistuksesta, lisääntyneestä hitsausvirrasta.
- Läpipoltto - läpivientireikä, joka muodostuu hitsausaltaan metallikomponentin vuotamisen seurauksena. Avioliitto muodostuu suuren virran käytöstä elektrodin hitaalla liikenopeudella, huonosta vuorauksesta tai väärästä reunavälystyksestä.
Muotoon liittyy myös muita ongelmia, esimerkiksi liitoksen juuren sivulta muodostuvat koverat sauman reunat. Muut epäjohdonmukaisuudet rinnastetaan pintatyyppisiin naarmuihin, tahattomiin kaariin, metalliroiskeisiin ja muihin.
Havaitsemis- ja valvontamenetelmät
Laadukas saumassa on asianmukaiset merkintäindikaattorit. Suurissa yrityksissä jokainen asiantuntija asettaa tietyn leiman liitetylle alueelle. Seuraavia menetelmiä käytetään vikojen havaitsemiseen:
- silmämääräinen tarkastus;
- värivirheiden havaitseminen;
- ultraäänimenetelmä viallisten alueiden määrittämiseksi;
- säteily;
- magneettinen menetelmä.
Vian havaitsemisen jälkeen laatuosaston työntekijä määrittää osan jatkokohtalon, useimmiten ne lähetetään tarkistettavaksi. Tulokset poistetaan hiomatyökalun avulla mekaanisten vaikutusten avulla. Hitsausta käytetään suurten halkeamien vikojen havaitsemiseen, jolloin jäännöshitsauspaikka on esipuhdistettu.
Erilaisia metallirakenteita hitsattaessa niihin tehtyjen hitsausliitosten laatu on erityisen tärkeä.
Hitsausliitosten mekaanisten ominaisuuksien ja korroosionkestävyyden ohella vikojen puuttuminen hitsaus-, sulamisvyöhykkeellä ja lämpövaikutusvyöhykkeellä on yksi tärkeimmistä hitsausrakenteiden suorituskykyä määrittävistä tekijöistä.
Sulahitsauksen hitsausvirheet jaetaan:
Valmistelu- ja kokoonpanovirheet;
Sauman muotovirheet;
Vikoja hitsausliitosten metallirakenteessa (ulkoinen ja sisäinen).
Valmistelu- ja kokoonpanovirheet johtuvat useimmiten seuraavista syistä:
Sauman viistoreunojen geometrian rikkomukset;
Reunojen välisen raon epäjohdonmukaisuus liitettyjen elementtien pituudella;
Liitettyjen osien tasojen epäsopivuus.
Sauman muotovirheet (alleleikkaukset, painuma, palovammat, kutistumisurat jne.) johtuvat ensisijaisesti seuraavista syistä:
Epätasainen saumojen leveys, joka muodostuu elektrodin liiketekniikan vastaisesti;
Reunojen epätasainen rako kokoonpanon aikana, pullistumien epätasaisuus sauman pituudella, paikalliset paksunnukset ja painaumat (ensinkin ne riippuvat elektrodien epätyydyttävästä laadusta manuaalisessa hitsauksessa ja koneen mekanismin epävakaudesta). automaattinen hitsaus).
Hitsausalan opiskelijoiden on tiedettävä selkeästi ominaisten vikojen tyypit (ulkoiset ja sisäiset), niiden muodostumisen syyt ja tavat estää ja poistaa niitä; erilaisten vikojen vaikutus hitsausliitoksen ominaisuuksiin.
Annettujen vikojen kuvien (kaavioiden ja valokuvien) avulla voit nopeasti ja luotettavasti tunnistaa visuaalisesti vian tyypin, selvittää esiintymisen syyt ja ryhtyä viipymättä toimenpiteisiin sen poistamiseksi.
Fuusiohitsausvirheet luokitellaan niiden sijainnin mukaan pinta-, sisä- ja läpimeneviin.
Pintavirheitä ovat mm.
- tunkeutumisen puute sauman juuressa;
alileikkaukset; tulvat;
Kraatterit; sauman etupinnan aliarviointi (heikentyminen);
Sauman juuren koveruus;
Hitsattujen reunojen siirtymä;
Terävä siirtyminen saumasta perusmetalliin (hitsin väärä parittaminen);
metalliroiskeet; pinnan hapettuminen; pinnan halkeamia.
Sisäisiä vikoja ovat mm.
huokoset; sulkeumat;
oksidikalvot;
Sisäiset halkeamat;
Puutteellinen tunkeutuminen reunaa pitkin perusmetallin kanssa ja yksittäisten kerrosten välillä;
Läpiviat sisältävät halkeamia ja palovammoja.
Vikojen - epäjatkuvuuskohtien lisäksi sulahitsauksen vikoja ovat: muodonmuutokseen liittyvät liitoksen muodon vääristymät ja hitsin tai pisteiden geometristen mittojen väliset poikkeamat, NTD:n (normatiiviset ja tekniset dokumentaatiot) määrittelemät säännellyt arvot. ).
GOST 30242-97 tarjoaa luokituksen, nimityksen ja lyhyen kuvauksen hitsattujen liitosten vioista, kolminumeroisen vikojen numeerisen merkinnän ja niiden lajikkeiden nelinumeroisen merkinnän, virheiden kirjainmerkinnän, vikojen nimen venäjäksi, Englanti ja ranska, selittävä teksti, piirustuksia, jotka täydentävät määritelmiä.
Valittaessa menetelmiä ja keinoja hitsaamalla tehtyjen liitosten hallintaan, on oltava selkeä käsitys vikojen luonteesta ja syistä niiden esiintymiseen. Taulukossa on lueteltu tyypillisimmät sulahitsauksen aikana ilmenevät viat. 21.1.
Taulukko 21.1. Fuusiohitsausvirheet
| Vikoja | Vian määritelmä (GOST 2601-84) | Vikojen muodostumisen syyt | Vian ominaisuudet ja tavat korjata ja sulkea pois sen muodostuminen |
| Tunkeutumattomuus: - sauman juuressa; - yksittäisten kerrosten välillä; - reunaa pitkin perusmetallin (OM) kanssa. | Vika paikallisen sulamattomuuden muodossa, joka johtuu aiemmin valmistettujen telojen hitsattujen reunojen tai pintojen epätäydellisestä sulamisesta. | - alhainen lämmöntuotto; - pintojen epätyydyttävä esikäsittely; - väärä leikkausmuoto; - suuri määrä tylsyyttä; - pienet aukot; - elektrodin siirtymä; - sauman huonolaatuinen puhdistus läpikulun jälkeen. | Tyypillisin alumiiniseoksia hitsattaessa ja juoksutekerroksen alla. Se on stressin keskittäjä. Sitä on vaikea havaita putkilinjojen rengasmaisissa saumoissa. Korjaus - sauman juuriosan poistaminen, jota seuraa hitsaus yhdellä tai useammalla kierrolla. |
| Palovammat: - yksittäiset; - laajennettu; - diskreetti | Vika läpimenevän reiän muodossa, muodostunut hitsausaltaan vuotamisen seurauksena | - suuri lineaarinen energia; - lisääntynyt puhdistuma; pieni määrä tylsyyttä; - suuret offset-reunat; - reunojen lommahdus ja niiden jääminen vuorauksen taakse hitsauksen aikana | Virheellinen vika. Se voidaan poistaa mekaanisella näytteenotolla (jyrsimet) ja sitä seuraavalla pystysuoralla hitsauksella. |
Taulukon 21.1 jatkoa.
| kraattereita | Vikoja suppilon muotoisen painauman muodossa, joka muodostuu hitsauksen äkillisen lopettamisen tai hitsausvirran nopean katkaisun seurauksena | - hitsauslaitteistossa ei ole tai "kraatterin täyttö" -toiminto on poistettu käytöstä. Hitsaajan alhainen pätevyys, hitsaustekniikan rikkominen. | Osa heikkenee. Siihen liittyy kutistumista ja kutistumisperäisiä halkeamia. Jännitteen keskitin. Korjaus - viallisen alueen poisto ja hitsaus. Automaattisessa hitsauksessa käytetään teknisiä liuskoja kraatterin poistamiseen tai virran tasaamiseen |
| Helmet hitsausliitoksessa | Vika nestemäisen metallin vuotamisen muodossa pää- tai aiemmin tehdyn helmen pinnalle ilman sulautumista siihen. | - korkea virta; - suuri hitsausnopeus; - pitkä kaari (korkea jännite); - elektrodin siirtymä; - täytelangan korkea syöttönopeus; - elektrodin kallistus (virheellinen ohjaus). | Esiintyy liitoksen etupuolella tai kääntöpuolella vuorauksen huonolaatuisen esikuormituksen vuoksi ja pääsääntöisesti hitsattaessa vaaka- ja pystyasennossa sekä laskeutuessa ja nousussa. Jännitteen keskitin. Korjattu koneistamalla. |
| Fuusiovyöhykkeen altaleikkaukset: - yksipuoliset; - kaksipuolinen | Vikoja pidennetyn syvennyksen muodossa perusmetallin ja hitsin sulamislinjaa pitkin. | - korkea virta; - suuri nopeus; - pitkä kaari; - elektrodin kallistus (virheellinen ohjaus). - Hitsaajan alhainen pätevyys, hitsaustekniikan rikkominen. | Pääsääntöisesti sitä esiintyy hitsattaessa tiivistetyillä lähteillä syvän tunkeutumistilassa sekä hitsattaessa viistosaumoja. Jännitteen keskitin. Osa heikkenee. Korjaus - mekaaninen puhdistus ja hitsaus "kierre" -saumalla koko alaleikkauksen pituudella. |
Taulukon 21.1 jatkoa.
| Epätasainen hitsausliitos OM:n kanssa | Vika hitsin pinnan terävän siirtymän muodossa perusmetalliin. | - hitsaustekniikoiden noudattamatta jättäminen; - täyttölangan korkea syöttönopeus. | Jännitteen keskitin. Esiintyy, kun ulkosauman vahvistuksen korkeus on liian suuri. Korjaus - mekaaninen käsittely. |
| metalliroiskeita | Vika nestemäisen elektrodimetallin kovettuneiden pisaroiden muodossa hitsausliitoksen pinnalla. | - hitsaustekniikan ja -tapojen noudattamatta jättäminen; - pitkä kaari; - ei kalsinoidut tai huonolaatuiset elektrodit. | Esiintyy hitsattaessa paksupäällysteisillä elektrodeilla, MP-hitsauksen aikana CO 2 -hitsauksessa ja elektronisuihkuhitsauksessa syvällä tunkeutumisella. Korjaus - mekaaninen puhdistus. |
| Hitsausjuuren koveruus | Vika syvennyksen muodossa hitsatun yksipuolisen sauman kääntöpinnassa. | - reunojen virheellinen valmistelu ja asennus hitsausta varten; - hitsaustekniikan noudattamatta jättäminen. | Esiintyy hitsattaessa päittäis- ja fileehitsauksia yläasennossa. Saumaosan heikentyminen. Korjaus - hitsaus sauman heikkenemisen puolelta. |
| sauman aliarviointi | Vika hitsin painumisen muodossa. | - suuri rako; - suuri leikkausreunojen kulma; - hitsaustekniikan noudattamatta jättäminen. | Esiintyy suurella hitsauslämpömäärällä; Korjaus - hitsaus pehmeämmissä tiloissa. |
| Offset hitsatut reunat | Vika hitsattujen reunojen korkeuden epäsuhtaisena hitsausliitoksen huonosta kokoonpanosta johtuvan virheen muodossa. | - Asennustekniikan rikkominen; - Leikkauksen jälkeistä valvontaa ei suoritettu. | Esiintyy pääsääntöisesti päittäisliitosten hitsauksen aikana. Jännitteen keskitin. Korjaus - hitsaus sujuvalla siirtymällä perusmetalliin. |
Taulukon 21.1 jatkoa.
| Fistulin hitsaus | Vika hitsin sokean syvennyksen muodossa. | - huonolaatuinen perusmetalli; - hitsausaltaan suojauksen rikkominen. | Mukana pintaan tulevia huokosia ja halkeamia. Useimmiten esiintyy MP-hitsauksen aikana CO:ssa. Korjaus - leikkaus myöhemmällä hitsauksella. |
| Hitsausliitoksen pinnan hapettuminen | Vika oksidikalvon muodossa, jossa on eri sävyjä hitsausliitoksen pinnalla. | - alhainen suojakaasun kulutus; - epäpuhtauksien esiintyminen suojakaasussa; - suuttimen pinnan saastuminen; - väärin valittu suuttimen halkaisija ja sen etäisyys metallipinnasta; - lisäsuojahuippujen puute. | Esiintyy hitsattaessa runsasseosteisia teräksiä ja aktiivisia metalleja. Korjaus - hitsausliitoksen pinnan mekaaninen puhdistus ja kemiallinen käsittely. |
| Halkeamat: - pinnalliset; - sisäinen; - kautta; - pituussuuntainen; - poikittainen; - haarautunut. | Vika, joka on aukon muodossa hitsin tilavuudessa tai sulamislinjaa pitkin perusmetallin kanssa. Ne voivat mennä lähes saumavyöhykkeelle. | - jäykkä tuotesuunnittelu; - hitsaus jäykissä kiinnikkeissä; - pitkä aika hitsauksen ja lämpökäsittelyn välillä; - korkea jäähdytysnopeus; - virhe hitsin suunnittelussa (tiiviisti sijaitsevat tiiviisti); - tekniikan rikkominen (lämmityslämpötila, ompelumenettely); - suojan rikkominen; - huonolaatuinen perusmetalli (OM). | Vaarallisin ja ei-hyväksyttävin vika. Korjaus - halkeaman päiden alustava poraus. Halkeamien näytteenotto täyteen syvyyteen tarvittavalla reunan valmistelulla (urittaminen), jota seuraa hitsaus yhdellä tai useammalla kierrolla. Korjauksen jälkeen on tarpeen suorittaa korjatun alueen ainetta rikkomaton testi. |
Taulukon loppu 21.1.
| Hitsaussauman huokoset: - yksittäinen; - hajallaan; -klusterit; -ketju. | Hitsausvirhe pyöreän tai pitkänomaisen ontelon muodossa, joka on täytetty kaasulla. | - märkävirtaus; - kosteat elektrodit; - hitsattavien reunojen ja hitsauslangan pinnan huonolaatuinen esikäsittely; - kasvanut elektrodin halkaisija; - pitkä kaari; - lisääntynyt hitsausnopeus; - heikkolaatuinen suojaus; - huonolaatuinen perusmetalli. | Pääsääntöisesti sitä esiintyy hitsattaessa alumiinia ja titaaniseoksia, syvässä päittäishitseissä, kun kaasunpoisto on vaikeaa. Osa heikkenee. Vähentynyt tiiviys. Korjaus - yksittäiset sallitut huokoset jätetään, kaikissa muissa tapauksissa viallinen alue valitaan laadukkaaksi OM:ksi, jonka jälkeen hitsataan yhdessä tai useammassa kierrossa. |
| Sisältää: - kuona; - oksidi; - nitridi; - volframi. | Vikoja ei-metallisten hiukkasten tai vieraiden metallien muodossa hitsimetallissa. | - huono pinnan esikäsittely; - huonolaatuinen perusmetalli; - hitsaustekniikan rikkominen; - suojan rikkominen. | Niillä on pallomainen tai pitkänomainen muoto, ja ne on myös järjestetty kerrosten muodossa. Jännitekeskittimet. Korjaus - poisto myöhemmällä hitsauksella. |
Määritellyn standardin mukaan viat on jaettu kuuteen ryhmään, pääasiassa niiden muodon ja sijainnin mukaan hitsausliitoksessa (taulukko 21.2):
1. halkeamia;
3. kiinteät sulkeumat;
4. fuusioimattomuus ja tunkeutumisen puute;
5. sauman muodon rikkominen;
6. muut viat.
Taulukko 21.2. Vikatyypit (GOST 30242-97:n mukaisesti)
Taulukon jatko 21.2.
| mikrohalkeama | Halkeama, jolla on mikroskooppiset mitat ja joka havaitaan fysikaalisilla menetelmillä vähintään 50-kertaisella suurennuksella. |
| Pituussuuntainen halkeama | Hitsauksen akselin suuntainen halkeama. Se voi sijaita hitsausmetallissa, sulatusrajalla, lämpövaikutusvyöhykkeellä, perusmetallissa. |
| poikittainen halkeama | Hitsauksen akselin poikki suuntautunut halkeama. Se voi sijaita hitsimetallissa, lämmön vaikutuksen alaisen vyöhykkeen sisällä, perusmetallissa. |
| Radiaaliset halkeamat | Halkeamia, jotka säteilevät yhdestä pisteestä. Ne voivat olla hitsausmetallissa, lämmön vaikutuksen alaisuudessa, perusmetallissa. |
| Kraatterin halkeama | Hitsauskraatterin halkeama, joka voi olla pitkittäinen, poikittainen, tähden muotoinen. |
| Erilliset halkeamat | Ryhmä halkeamia, jotka voivat sijaita hitsausmetallissa, lämmön vaikutusalueella, perusmetallissa. |
| haarautuneita halkeamia | Ryhmä halkeamia, jotka ovat peräisin yhdestä halkeamasta. Ne voivat sijaita hitsausmetallissa, lämmön vaikutuksen alaisuudessa, perusmetallissa. |
| Ryhmä 2. Huokoset | |
| kaasuontelo | Vapaamuotoinen onkalo, jonka muodostavat sulaan metalliin jääneet kaasut ja jossa ei ole kulmia. |
| kaasun aika | Kaasuontelo on yleensä pallomainen |
| Tasaisesti jakautunut huokoisuus | Ryhmä kaasuhuokosia, jotka jakautuvat tasaisesti hitsimetalliin. Pitäisi erottaa huokosten ketjusta. |
| Huokosten paakkuuntumista | Ryhmä kaasuonteloita (enemmän kuin kaksi), jotka sijaitsevat kasassa, ja niiden välinen etäisyys on pienempi kuin kolme suurimman ontelon enimmäismitta. |
| Huokosketju | Sarja kaasuhuokosia, jotka on järjestetty linjaan, joka on yleensä yhdensuuntainen hitsin akselin kanssa, ja niiden välinen etäisyys on pienempi kuin kolme suurimman huokosen maksimimittaa. |
| pitkulainen ontelo | Hitsauksen akselia pitkin ulottuva epäjatkuvuus. Epäjatkuvuuden pituus on vähintään kaksi kertaa sen korkeus |
| fisteli | Putkimainen onkalo hitsimetallissa, joka johtuu kaasun vapautumisesta. Fistulin muoto ja sijainti määräytyvät jähmettymistavan ja kaasun lähteen mukaan. Tyypillisesti fistelit ryhmitellään ryhmiin ja jakautuvat kalanruotokuvioon. |
| Pintahuokos | Kaasuhuokos, joka katkaisee hitsauspinnan jatkuvuuden. |
| kutistuva pesuallas | Onkalo, joka johtuu kutistumisesta kovettumisen aikana. |
| Kraatteri | Kutistuminen hitsauspalon päässä, ei hitsattu ennen tai myöhempien ajojen aikana. |
Taulukon jatko 21.2.
| Ryhmä 3. Kiinteät sulkeumat | |
| Kiinteä sisällytys | Metallista tai ei-metallista alkuperää oleva kiinteä vieras aine hitsimetallissa. |
| Kuonan sisällyttäminen | Kuona loukkuun hitsimetalliin. Muodostumisolosuhteista riippuen tällaiset sulkeumat voivat olla lineaarisia tai erotettuja. |
| Fluxin sisällyttäminen | Suutetta, joka on päässyt hitsausmetalliin. Muodostumisolosuhteista riippuen tällaiset sulkeumat voivat olla lineaarisia, erotettuja tai muita. |
| oksidin sisällyttäminen | Metallioksidia, joka on sisällytetty hitsimetalliin jähmettymisen aikana. |
| metallinen inkluusio | Vieraan metallin pala, joka on päässyt hitsausmetalliin. Siinä on volframi-, kupari- tai muun metallin hiukkasia. |
| Ryhmä 4. Ei-fuusio ja fuusion puute | |
| ei-fuusio | Ei yhteyttä hitsimetallin ja epäjalometallin välillä tai yksittäisten hitsauspalojen välillä. |
| tunkeutumisen puute (epätäydellinen tunkeutuminen) | Perusmetallin sulamattomuus hitsin koko pituudelta tai alueella, mikä johtuu sulan metallin kyvyttömyydestä tunkeutua liitoksen juureen (läpäisyn puute hitsin juuressa). |
| Ryhmä 5. Sauman muodon rikkominen | |
| Muodon rikkominen | Hitsin ulkopintojen muodon tai liitoksen geometrian poikkeama NTD:n määrittämästä arvosta. |
| Jatkuva alileikkaus | Hitsauksen aikana muodostunut pitkittäinen pidennetty syvennys hitsauspalon ulkopinnalla sen reunoja pitkin. |
| Kutisteura | Alileikkaus yksipuolisen hitsin juuren puolella sulatuslinjan kutistumisen vuoksi. |
| Päittäishitsien liiallinen kupera | Ylimääräinen hitsausmetalli päittäissauman etupuolella yli määritetyn arvon. Se on stressin keskittäjä. |
| Ylittää pielahitsauksen kuperuuden | Ylimääräistä hitsausmetallia filehitsin etupuolella (koko pituudelta tai osassa) yli määritetyn arvon. |
| Liiallinen tunkeutuminen | Ylimääräinen hitsausmetalli päittäissauman kääntöpuolella yli asetetun arvon. |
| Paikallinen korkeus | Paikallinen ylitunkeuma ylittää asetetun arvon. |
| Väärä hitsausprofiili | Sauman mittojen poikkeama määritetyistä RTD-arvoista. |
| tulva | Ylimääräinen hitsausmetalli, joka on valunut perusmetallin pinnalle, mutta ei ole sulautunut siihen. |
| Lineaarinen offset | Kahden hitsattavan elementin välinen siirtymä, jossa niiden pinnat ovat yhdensuuntaiset, mutta eivät vaaditulla tasolla. |
Taulukon loppu 21.2.
| Kulmapoikkeama | Kahden hitsattavan elementin välinen siirtymä, jossa niiden pinnat sijaitsevat kulmassa, joka poikkeaa määritellystä. | |
| Natek | Hitsaa painovoiman vaikutuksesta laskeutunutta metallia, joka ei ole sulautunut liitettävään pintaan. | |
| polttaa | Hitsausaltaan metallin vuoto, mikä johtaa läpireikään hitsaukseen. | |
| Epätäydellisesti täytetyt urat | Pitkittäinen jatkuva tai epäjatkuva ura hitsin pinnassa, koska tarvittava poikkipinta-ala ei ole täytetty riittävästi täyteaineella. | |
| Pillehitsin liiallinen epäsymmetria | Ylittää yhden jalan koon toiseen nähden. | |
| Epätasainen sauman leveys | Poikkeama Epätasainen sauman leveys sen eri osissa, joka poikkeaa NTD:n määrittelemistä arvoista. alkaen | |
| epätasainen pinta | Sauman vahvistuksen pinnan muodon karkea epätasaisuus pituudella. | |
| Hitsausjuuren koveruus | Matala ura yksipuolisen hitsin juuren sivulla, joka muodostuu hitsausaltaan metallin kutistumisesta sen kiteytymisen aikana. | |
| Huokoisuus hitsin juurella | Huokosten esiintyminen hitsin juuressa johtuen kuplien esiintymisestä metallin jähmettymisen aikana. | |
| Jatkaminen | Paikallinen pinnan epätasaisuus hitsauksen jatkamiskohdassa. | |
| Ryhmä 6. Muut viat | ||
| Muita vikoja | Kaikki viat, joita ei voida sisällyttää ryhmiin 1-5. | |
| Satunnainen kaari (tuhopoltto) | Paikalliset vauriot hitsin vieressä olevan epäjalometallin pinnassa, jotka johtuvat tahattomasta syttymisestä tai valokaaresta. | |
| metalliroiskeita | Hitsauksen aikana muodostuneet ja metallipintaan kiinnittyneet hitsaus- tai täytemetallipisarat. | |
| Pinta naarmuja (vedot) | Tilapäisesti hitsatun kiinnikkeen (teknologiset nauhat, puristimet jne.) poistamisesta aiheutuneet pintavauriot. | |
| Metallin ohennus | Metallin paksuuden pienentäminen hyväksyttävää pienempään arvoon koneistuksen tai syövyttävälle ympäristölle altistumisen aikana. | |
Halkeamia. Halkeamien tyypit
Halkeamat ovat vaarallisimpia vikoja, ja kaikkien hitsausliitosten normatiivisten ja teknisten asiakirjojen mukaan niitä ei voida hyväksyä.
Halkeama on hitsausliitoksen epäjatkuvuus, joka muodostuu raosta hitsauksessa tai viereisissä vyöhykkeissä.
GOST 30242-97:n mukaiset halkeamat jaetaan sauman suuntauksen mukaan:
Pitkittäinen, suunnattu yhdensuuntaisesti hitsin akselin kanssa ja sijoitettu hitsimetalliin, sulamisrajalle, lämpövaikutusvyöhykkeelle ja perusmetalliin (kuvat 21.1 ja 21.2);
Poikittaissuuntainen, suunnattu hitsin akselin poikki ja sijaitsee hitsimetallissa, lämpövaikutusalueella, perusmetallissa;
Säteittäinen - säteittäisesti poikkeava yhdestä pisteestä ja sijaitsee hitsimetallissa, lämmön vaikutuksen alaisuudessa, perusmetallissa.
Halkeaman muodostumislämpötilan mukaan on olemassa seuraavat tyypit:
Kuuma, joka syntyy nestemäisen metallin kiteytymisen lämpötila-alueella;
Kylmä, joka syntyy metallin kiteytymisalueen alapuolella olevissa lämpötiloissa;
Lämmitä halkeamia uudelleen.
Riisi. 21.1. Pitkittäiset ja poikittaiset halkeamat hitsausmetallissa

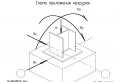
Riisi. 21.2. Halkeamien sijainti hitsin poikkileikkauksella sähkökuonahitsauksessa:
A- sauman akselia pitkin; b– pylväskiteiden haarojen välissä

Riisi. 21.3. Halkeamia sauman murtumassa: A- tulee sauman pintaan; b- ei ole alttiina sauman pinnalle

Riisi. 21.4. Halkeamien sijainti hitsin poikkileikkauksella (kaarihitsaus): A- halkeamia, jotka eivät mene sauman pintaan; b- halkeamia, jotka menevät sauman pintaan
Nykyään hitsausta käytetään kaikkialla erilaisten metalliosien yhdistämiseen. Sitä käytetään menestyksekkäästi sekä teollisuudessa että yksityisissä elinoloissa. kutsutaan osien pysyväksi liittämiseksi hitsaamalla. Tämän seurauksena muodostuu erilaisia osia, joille on ominaista tietty joukko ominaisuuksia. Kaikki riippuu lämmitysasteesta. Ne voivat erota fysikaalisista, kemiallisista ja mekaanisista ominaisuuksista. Hitsausliitosten tärkeimmät viat ovat olleet tiedossa jo pitkään. Niitä tulee välttää työn aikana.
Hitsausta käytetään metalliosien liittämiseen teollisuudessa ja kotitalouksissa.
Hitsausliitosten ominaisuudet ja tyypit
Ennen kuin aloitat keskustelun hitsattujen liitosten vioista, on syytä puhua tarkemmin niiden päätyypeistä ja ominaisuuksista. Hitsauksen periaate on melko yksinkertainen. Sula metalli muodostaa sauman, joka kiteytyy. Osittain sulanut materiaali muodostaa fuusioalueen. Tämän vyöhykkeen lähelle muodostuu vyöhyke, jossa kuumennettu metalli kokee lisäjännitystä. Sitä kutsutaan lämmön vaikutukseksi. Sen jälkeen tulee perusmetalli. Sen rakenne ja ominaisuudet eivät muutu työn aikana millään tavalla.

Hitsausten luokittelu avaruuden sijainnin mukaan.
Hitsausliitoksia on useita perustyyppejä. Yleisimmät niistä ovat pusku, limitys, tee ja kulma. Kaikki ne eroavat toisistaan perusmateriaalien asennuksessa, sauman sijainnissa. Sauman laatuun vaikuttavat suoraan monet eri tekijät. Sekä sisäisiä että ulkoisia vikoja voi muodostua. Saumojen laatuun vaikuttaa suoraan liitettävien metallien kontaminaatioaste.
Täällä voi olla monenlaisia oksideja, rasvakalvoja ja niin edelleen. Siksi hitsattavat pinnat on puhdistettava ennen töiden suorittamista. Muuten, niiden toteutusprosessissa on tarpeen käsitellä pinnalle muodostuvia oksideja. Joka tapauksessa lopullisen yhteyden vahvuus riippuu suoraan vikojen puuttumisesta. Sauma voi joskus olla täsmälleen yhtä luja kuin pohjamateriaali, mutta tämä on melko vaikea saavuttaa.
Tietoja hitsausliitosten vioista
Kuten aiemmin todettiin, hitsausliitoksissa olevat viat voivat olla mitä erilaisimpia. Ne on muistettava työn aikana. Jos henkilöllä on runsaasti tietoa niistä, hän pystyy hitsaamaan osia, joissa on täydelliset saumat. Siihen meidän pitäisi pyrkiä.

Taulukko hitsausliitosten päätyypeistä.
- Undercut Tämä on yksi hitsausliitosten vioista. Se on ura, joka muodostuu perusmetallin ja sauman sulamiskohtaan. Useimmiten tällaiset viat ilmenevät, kun on suuria hitsausaltaita. Tämä tarkoittaa, että suuri määrä metallia sulaa johtuen suurten virta-arvojen käytöstä.
- Pinnoitus Tälle vialle on tunnusomaista se, että hitsimateriaali vuotaa perusmetalliin. Erittäin ärsyttävä vika.
- Fuusion puute Tällainen hitsausliitosvirhe voi ilmetä tapauksissa, joissa perusmetallin riittämätön sulaminen muodostuu rakenneosien liitoksissa. Tämä paikka on useimmiten täynnä kuonaa, joka rakenteensa vuoksi muodostaa huokoisuutta ja aukkoja saumoihin. Sitä ei voida hyväksyä. Muotoilu menettää välittömästi ominaisuutensa. Valokaarihitsausta käytettäessä voi ilmetä sulatusvirhe, koska ampeerivirtaa ei käytetä riittävästi. Tämä on yksi vaarallisimmista vioista. Tämä johtuu ensisijaisesti siitä, että lisäjännitykset alkavat muodostua tähän paikkaan rakenteen myöhemmän käytön aikana. Tämä johtaa hyvin usein sen nopeaan tuhoutumiseen. Voit päästä eroon tästä viasta. Tätä varten havaitaan tunkeutumisen puute, ja sitten pinnoitus suoritetaan vaikeilla alueilla.
- Halkeamia. Tämä on materiaalin osittainen tuhoutuminen saumassa tai sen lähellä sijaitsevalla alueella. Ne voivat muodostua useista syistä. Jos puhumme prosessista, metallin ollessa vielä kuuma, metallin kiteytymisen seurauksena syntyy halkeamia. Kiinteässä tilassa sen kanssa voi tapahtua myös monenlaisia rakenteellisia muutoksia. Tämä on toinen syy tällaisten vikojen esiintymiseen.

Hitsausvirheet: sulamattomuus, epätasainen muoto, virtaus, halkeamat, fistelit, ylikuumeneminen.
Kuuman halkeaman muodostumismekanismi on melko yksinkertainen. Hitsauksen aikana metalli kuumennetaan. Kun lämmönlähde on poistettu, se alkaa vähitellen jäähtyä. Tietenkin alkaa muodostua myös kiteytysvyöhykkeitä. Ne alkavat kellua vielä sulan metallin keskellä. Jos ei olisi mikrovyöhykkeitä, jotka sallivat kuuman ja kylmän materiaalin vuorovaikutuksen, kaikissa hitsausliitoksissa olisi vikoja. Näin ei kuitenkaan tapahdu. Siten voimme olettaa, että mitä korkeampi kiteytysväli on, sitä todennäköisemmin kuumahalkeamia ilmaantuu. Hiili vaikuttaa suoraan tähän indikaattoriin. Tässä on suora yhteys. Mitä enemmän hiiltä teräksessä on, sitä leveämmäksi tulee kiteytysväli.
Kylmähalkeamia voi muodostua saumaan. Ne ilmestyvät, kun materiaali jäähdytetään noin 200-300 celsiusasteen lämpötilaan. Ne eivät välttämättä näy heti, mikä tekee niistä vaarallisempia. Kylmähalkeamien ilmaantuminen liittyy siihen, että materiaalissa alkaa tapahtua erilaisia rakenteellisia muutoksia tiettyjen kemiallisten muutosten seurauksena. On suora riippuvuus materiaalissa olevan hiilen määrästä. Mitä enemmän sitä on, sitä todennäköisemmin kylmähalkeamia ilmaantuu. Tämä taipumus muodostaa kylmä- ja kuumahalkeamia määrää sellaisen parametrin kuin metallien hitsattavuuden. Tämä parametri kuvaa kykyä saada hitsausliitos, joka ei eroa perusmateriaaleista.
Huokoset ja ei-metalliset sulkeumat

Hitsausvirheet: kraatterit, alaleikkaukset, huokoset, sulamisen puute, kuona, läpipalaminen.
huokoset. Nämä hitsausliitosten viat ovat melko yleisiä. Huokoset ovat kaasulla täytettyjä aukkoja. Ne voivat olla kooltaan mikroskooppisia tai ne voivat muodostaa rakenteeseen useiden millimetrien kokoisia vikoja. Tässä tapauksessa ne muodostetaan useimmiten sauman risteyksessä perusmateriaalin kanssa. Tähän vikaan vaikuttavat monet erilaiset parametrit.
Näistä tärkein on kaasun pitoisuus keittohauteessa. Kaasu vapautuu metallista sen sulamisen aikana. Tätä prosessia ei voida estää millään tavalla. Hiilimonoksidi ei pysty liukenemaan rautaan, se vapautuu kuplien muodossa.
ei-metalliset sulkeumat. Nämä itse hitsausliitosten viat liittyvät vieraiden sulkeumien tunkeutumiseen hitsin rakenteeseen työn seurauksena.

Halkeamia hitsausliitoksessa.
Tällaisia sulkeumia on valtava valikoima. Kuonaa voi muodostua esimerkiksi liitettävien materiaalien riittämättömän puhdistuksen seurauksena.
Niiden syynä voi olla puutteellinen kuonan poisto monikerroshitsauksen aikana. Työn aikana, joka suoritetaan sulattamalla, muodostuu saumaan materiaalia, joka eroaa perusmetallista fysikaalisten ja kemiallisten ominaisuuksiensa puolesta. Tässä suhteessa voidaan myös muodostaa samanlaisia vikoja. Ulkomaiset sulkeumat voivat olla luonteeltaan mitä monipuolisimpia.
Vikojen tutkiminen

Hitsausvirhe - huokoset, tämä on tyhjien tilojen täyttämistä kaasuilla.
Tietenkin, jos erilaisissa hitsausliitoksissa on vikoja, ne on tutkittava. Tätä varten käytetään usein makroanalyysiä. Se piilee siinä, että metallin rakennetta tutkitaan paljaalla silmällä tai suurennuslasilla. Toisin kuin mikroskooppinen analyysi, makroanalyysi ei mahdollista materiaalin rakenteen asianmukaista tutkimista. Sen päätehtävänä on valvoa hitsausprosessin aikana liitettyjen osien laatua. Sen avulla voit määrittää murtuman tyypin, kuiturakenteen, jatkuvan rakenteen rikkomukset ja niin edelleen. Tällaisen analyysin suorittamiseksi on tarpeen altistaa tutkittava osa etsausta erityisillä elementeillä ja käsitellä hiomakoneilla. Tätä näytettä kutsutaan makroleikkaukseksi. Sen pinnalla ei saa olla epäsäännöllisyyksiä tai vieraita sulkeumia, mukaan lukien öljy.
Kaikki edellä kuvatut viat voidaan tutkia ja havaita makroanalyysin avulla.
Materiaalin rakenteen paljastamiseksi käytetään useimmiten pintaetsausmenetelmiä.

Saumojen roikkumisen tyypit.
Tämä lähestymistapa soveltuu parhaiten matala- ja keskihiiliselle teräkselle. Makroleikkaus, joka valmistetaan etukäteen, on upotettava reagenssiin analysoitavan osan kanssa. Tässä tapauksessa sen pinta on puhdistettava alkoholilla. Alkuaineiden vuorovaikutuksen seurauksena tapahtuu kemiallinen reaktio. Sen avulla voit syrjäyttää kuparin liuoksesta. Materiaalit vaihdetaan. Tämän seurauksena kuparia kerrostuu anturin pinnalle. Kohdat, joissa kupari ei ole kokonaan pohjamateriaalin päällä, syövytetään. Näissä paikoissa on vikoja. Tämän jälkeen näyte poistetaan vesiliuoksesta, kuivataan ja puhdistetaan. Kaikki nämä toimet on tehtävä mahdollisimman nopeasti, jotta hapettumisreaktiota ei tapahdu. Tuloksena on mahdollista tunnistaa alueet, joilla on paljon hiiltä, rikkiä ja muita materiaaleja.
Näitä materiaaleja sisältävien alueiden syövytys ei ole sama. Jos hiili- ja fosforipitoisuus on korkea, kuparia ei vapaudu intensiivisesti pinnalle. Tässä on metallin suojauksen vähimmäistaso. Tämän seurauksena nämä paikat altistuvat suurimmalle etsaukselle. Reaktion seurauksena nämä alueet maalataan tummemmalla värillä. On parempi käyttää tätä menetelmää teräksille, jotka sisältävät vähimmäismäärän hiiltä. Jos sitä on paljon, kuparin poistaminen näytteen pinnalta on erittäin ongelmallista.

Saumojen alaleikkaukset.
On olemassa muita menetelmiä materiaalien rakenteen makroanalyysiin hitsausliitoksessa. Esimerkiksi valokuvatulostusmenetelmää käytetään usein rikkimäärän määrittämiseen. Samalla valokuvapaperi kostutetaan ja pidetään valossa jonkin aikaa. Sen jälkeen se kuivataan foliopaperiarkkien välissä. Liuos, johon se alun perin laitetaan, sisältää tietyn määrän rikkihappoa. Sitten tämä paperi asetetaan tietysti tasaisesti makroosaan.
Se tulee tasoittaa telalla niin, että kaikki sen muodonmuutokset suljetaan kokonaan pois. Valokuvapaperin ja metallin väliin mahdollisesti jääneet ilmakuplat on poistettava kokonaan. Vain tässä tapauksessa tutkimus on objektiivinen. Se on pidettävä tässä asennossa noin 3-10 minuuttia. Aika riippuu mittapään alkuperäisestä paksuudesta sekä muista tekijöistä.

Epäonnistumisen tyypit.
Rikkisulkeumat, jotka sijaitsevat kerrostuneessa metallissa, reagoivat välttämättä valokuvapaperin pinnalle levitetyn hapon kanssa. Rikkivedyn vapautumispisteissä muodostuu ainetta, jota kutsutaan valokuvaemulsioksi. Reaktion seurauksena muodostuvat hopeasulfidin alueet osoittavat selvästi rikin jakautumisen metallissa.
Tietenkin näitä alueita seurataan paperilla. Kokeessa käytetty valokuvapaperi on pestävä ja säilytettävä hyposulfiittiliuoksessa. Sen jälkeen se pestään uudelleen nesteessä ja kuivataan. Jos hitsauksessa on fluorisulkeumia, ne erottuvat varmasti tummien alueiden muodossa.
Yhteenveto
Siten tällä hetkellä on olemassa monia menetelmiä hitsausliitosten vikojen havaitsemiseksi. Kaikilla niillä on tietty tarkoitus. Jokaisen menetelmän avulla voit selvittää, kuinka paljon sauman rakenne sisältää tätä tai sitä materiaalia, mikä voi vaikuttaa haitallisesti sen rakenteeseen.
Makroanalyysimenetelmien lisäksi mikroanalyysimenetelmiä on otettu käyttöön melko usein viime aikoina. Niillä on sama tarkoitus kuin edellisillä. Voit kuitenkin lisäksi tutkia materiaalin rakennetta. Täällä työ suoritetaan kidehilan rakenteen molekyylitasolla.
Rakenteen jatkokäyttö riippuu hitsauksen laadusta, joten hitsausliitosten viat eivät ole sallittuja. Vikojen syntymiseen vaikuttavat monet tekijät, kuten:
- työtekniikan rikkominen;
- huolimattomuus;
- hitsaajan alhainen pätevyys;
- viallisten laitteiden käyttö;
- työn suorittaminen ilman asianmukaista valmistelua, epäsuotuisissa sääolosuhteissa.
Hitsausten vikojen sallitut ja kielletyt arvot erotetaan tuotteen teknisten parametrien alenemisasteesta lujuuden suhteen. Sallittujen rikkomusten tapauksessa hitsausvirheitä ei korjata, toisessa tapauksessa niiden poistaminen on välttämätöntä. Tuotteen soveltuvuus käyttöön, sauman vaatimustenmukaisuuden määrittäminen suoritetaan standardin GOST 30242-97 mukaisesti.
Hitsausvirheiden tyypit
Oikea hitsaussauma tarkoittaa pohja- ja täytemateriaalin koostumuksen tasaisuutta, sen halutun muodon muodostumista, halkeamien puuttumista, sulautumisen puutetta, sisäänvirtausta, vieraiden aineiden läsnäoloa. Hitsausliitoksissa on seuraavan tyyppisiä vikoja:
- ulkona;
- sisäinen;
- kautta.
Mitä ovat ulkoiset viat?
Hitsien ja liitosten ulkoiset viat havaitaan visuaalisesti. Hitsaustilan rikkomukset, elektrodin suunnan ja liikkeen tarkkuuden noudattamatta jättäminen hitsaajan kiireen tai vastuuttomuuden vuoksi, sähkön jännitteen vaihtelut hitsauksen aikana johtavat väärän kokoisen sauman muodostumiseen ja muoto.
Avioliiton ulkonäön ominaispiirteet ovat: pituussaumojen ja fileen jalkojen leveysero, siirtymisen terävyys pohjateräksestä kerrostettuun.
Manuaalisella hitsausmenetelmällä rikkomukset johtuvat virheistä reunojen valmistelussa, hitsaustavan ja nopeuden laiminlyönnistä sekä oikea-aikaisen ohjausmittauksen puutteesta. Hitsausten viat ja syyt niiden muodostumiseen automaattisen tai puoliautomaattisen hitsaustyön aikana ovat liiallisissa tehopiikeissä, tilan virheissä. Hitsauksissa on seuraavanlaisia ulkoisia vikoja:
halkeamia saumat ovat kuumia ja kylmiä, pitkittäisiä, poikittaisia, säteittäisiä. Ensimmäinen niistä tapahtuu käytettäessä korkeita lämpötiloja 1100 - 1300 °C, mikä vaikuttaa metallin ominaisuuksiin plastisuuden vähentämisen ja vetojännityksen ilmaantumisen kannalta. Tämän tyyppisiin hitsausvirheisiin liittyy teräksen ei-toivottujen kemiallisten alkuaineiden koostumuksen lisääntyminen. Kylmähalkeamia voi ilmaantua jopa 120 °C:n lämpötiloissa jäähdytyksen aikana, myöhemmin - käytön aikana kuormituksen vaikutuksesta. Syynä tällaiseen avioliittoon voi olla teräksen lujuuden heikkeneminen hitsausjännityksen tai liuenneiden vetyatomien vuoksi.
Hitsauksessa halkeama
alitettu jolle on tunnusomaista, että seostetun ja perusteräksen välillä on syvennys. Tämän tyyppiset hitsausvirheet ovat yleisempiä kuin muut. Valokaarijännitteen nousu nopean hitsauksen aikana johtaa teräksen paksuuden ohenemiseen, lujuuden heikkenemiseen. Yhden reunan syvemmälle tunkeutuminen aiheuttaa nestemäisen teräksen valumisen toiselle pinnalle, minkä vuoksi hitsausura ei ehdi täyttyä. Tässä tapauksessa hitsausvirheet ja keinot niiden poistamiseksi määritetään visuaalisesti. Työn puutteet poistetaan kuorimalla, jonka jälkeen ylikypsennetään.

Alta leikattu hitsaussauma
tulva tapahtuu, kun sulatettu metalli virtaa perusteräksen pinnalle muodostamatta sen kanssa homogeenista massaa. Tämän tyyppiselle avioliitolle on ominaista sauman ääriviivojen muodostuminen ilman riittävää lujuutta, mikä vaikuttaa metallin yleiseen kestävyyteen. Avioliiton syynä on alhaisen kaarijännitteen käyttö, skaalan esiintyminen osien reunoilla, sulaneen teräksen vuotaminen vaakasuorat hitsattaessa, kun hitsattujen rakenteiden pinta on pystysuora. Liian hidas hitsaus johtaa myös painumisen muodostumiseen ylimääräisen sulan metallin ilmaantumisen vuoksi.

kraattereita näkyvät kaaren terävän eron vuoksi. Ne ovat muodoltaan painaumia, joihin voi muodostua tunkeutumisen puute, materiaalin mureneminen, jolla on kutistumisominaisuus, mikä johtaa halkeamiin. Kraatterit syntyvät hitsausvirheiden vuoksi. Koska kraatteri on yleensä halkeilun syy, minkä vuoksi se ei ole sallittua, jos se löytyy, se tulee puhdistaa ja sitten hitsata uudelleen.

Tuloksena oleva kraatteri hitsauksessa
Fistulit ovat suppilomuotoisia, joissa on syvennys sauman rungossa. Ne on muodostettu riittävän suurikokoisista kuorista tai huokosista, joissa hitsauselementtien ja täytelangan pintaa ei ole esikäsitelty riittävästi. Tämän tyyppinen vika voidaan havaita myös silmämääräisessä tarkastuksessa, ja se on korjattava välittömästi.

Tyypillinen suppilofistula
Sisäiset viat hitsauksissa
Hitsauksen sisäisiä vikoja ei voida havaita visuaalisesti. Yleensä ne johtuvat hitsausprosessin rikkomisesta ja materiaalin riittämättömästä laadusta. Sisäisten vikojen yhteydessä voi myös ilmaantua halkeamia, mutta ne eivät ole näkyvissä tai pieniä, mutta voivat avautua ajan myötä. Piilotetut halkeamat ovat vaarallisia, koska niitä on vaikea havaita, ja jännitys voi kasvaa vähitellen ja johtaa rakenteen ohimenevään tuhoutumiseen, joten ne ovat erittäin vaarallisia. Avioliiton syynä voivat olla valtavat jännitykset, nopea jäähtyminen hiili- ja seosteräksiä käytettäessä. Tällaisten vikojen yleisimmät tyypit ovat seuraavat:
Fuusion puute tapahtuu, kun sauman hitsattujen osien yhteensulautuminen ei ole paikoin riittävää. Syynä on reunojen virheellinen valmistelu, joka liittyy ruosteen, hilseilyn, välyksen puutteeseen ja reunojen tylppyyteen. Lisäksi kiire ja nopea hitsausnopeus, alhainen virta tai elektrodin siirtyminen sauman akselilta voivat myös johtaa sauman tunkeutumattomuuteen. Hitsauksen poikkileikkauksen pienenemisen vuoksi syntyy jännityskeskittymä, joka heijastuu liitosten lujuuden heikkenemiseen, joka on jopa 40% tärinäkuormituksen alaisena, ja suurilla tunkeutumisen puutteellisilla alueilla - jopa 70 %. Jos sallitut arvot ylittyvät, vaaditaan sauman puhdistus ja sen ylikypsentäminen.

Tunkeutumattomuus ja täytön puute
huokoset ovat hitsin vapaat tilat, jotka on täytetty kaasulla, pääasiassa vedyllä. Syynä tällaiseen avioliittoon on vieraiden epäpuhtauksien esiintyminen hitsattavissa materiaaleissa, kosteus, hitsausaltaan riittämätön suojaus. Jos sallitut huokospitoisuudet ylittyvät, hitsisauma on kypsytettävä liikaa.

Huokoset hitsauksessa
Lisäksi voidaan havaita myös kuona-, volframi- ja oksidisulkeumat, joita esiintyy myös hitsausprosessitekniikan rikkomisen yhteydessä.
Vikojen kautta
Tämän tyyppinen avioliitto tarkoittaa huokosten läsnäoloa, jotka kulkevat koko hitsin paksuuden läpi, ja ne havaitaan myös visuaalisesti. Esiintyy pääasiassa läpihitsauksessa. Tämän tyyppisissä vioissa voi ilmetä palovammoja ja halkeamia.

Läpipalaminen tapahtuu suuren virran ja hitaan hitsauksen käytöstä. Syynä on reunojen raon liiallinen avoimuus, vuorausten löysä sovitus, jonka seurauksena hitsausallas vuotaa. Sauman tarkistaminen avioliiton esiintymisen varalta suoritetaan visuaalisesti, jos se ylittää sallitun normin, puhdistus ja hitsauksen ylikypsennys vaaditaan.
Menetelmät vikojen havaitsemiseen, hallintaan ja poistamiseen
Hitsausvirheiden havaitsemiseksi käytetään seuraavia menetelmiä:
- silmämääräinen tarkastus - suoritetaan suurennusvälineillä;
- värivirheiden havaitseminen - perustuu nestemäisen materiaalin, esimerkiksi kerosiinin, kosketuksiin joutuneen erityisen materiaalin värin muutokseen;
- magneettinen menetelmä - magneettisten aaltojen vääristymän mittaus;
- ultraäänimenetelmä - ultraäänivirheilmaisimien käyttö, jotka mittaavat ääniaaltojen heijastusta;
- säteilymenetelmä - hitsien röntgensäteily ja kuvan saaminen kaikista vian yksityiskohdista.
Hitsauksen laadun varmistamiseksi tehdään merkintä ja brändäys. Jokainen hitsaaja painaa leimansa hitsausalueelleen.
Jos avioliitto löytyy, hitsausvirheet on poistettava. Tätä varten käytetään seuraavia työtyyppejä:
- hitsaus - käytetään suurten halkeamien poistamiseen, kun halkeama on valmistettu etukäteen poraamalla ja puhdistamalla taltalla tai hiomatyökalulla;
- pienet sisäiset halkeamat, tunkeutumisen puute ja sulkeumat puhdistetaan kokonaan tai leikataan uudelleen hitsaamalla;
- epätäydelliset saumat ja hitsausleikkaukset eliminoidaan pinnoittamalla tai hitsaamalla ohuina kerroksina;
- painuma poistetaan mekaanisesti hiomatyökalulla;
- metallin ylikuumeneminen eliminoidaan lämpökäsittelyllä.
Pääasiassa oletetaan, että hitsimetallin tulee olla jatkuvaa. Ja kaikki muodostelmat, jotka tekevät hitsistä epähomogeenisen, katsotaan virheiksi. Siellä on seuraavat hitsausvirheiden tyypit: mikro- ja makrohalkeamat (kuuma ja kylmä), tunkeutumisen puute, huokoset, erilaiset sulkeumat.
Sisäiset ja ulkoiset viat hitsauksissa
Yleisin menetelmä hitsausvirheiden luokittelussa on niiden sijainnin perusteella. Tämän luokituksen mukaan erotetaan sisäiset ja ulkoiset hitsausvirheet. Ulommat menevät sauman pintaan ja lähes hitsausvyöhykkeeseen, ja sisemmät sijaitsevat liitoksen sisällä menemättä pintaan. Tästä seuraa, että samantyyppiset viat (esimerkiksi halkeamat tai huokoset) voivat olla sekä sisäisiä (jos sijaitsevat sisällä) että ulkoisia (jos ne tulevat pintaan).
Ulkoiset hitsausvirheet
Hitsausliitosten ulkoisia vikoja ovat muun muassa hitsin epätasainen muoto sen virheellisestä muodostumisesta, hitsin alileikkauksesta, hitsattavan metallin läpi palamisesta, painumisesta, halkeamista, huokosista ja muista metallin pinnalla olevista vioista. Ne kaikki havaitaan hitsausliitoksen ulkoisessa silmämääräisessä tarkastuksessa. Alla olevassa tekstissä luetellaan ja näytetään yleisimmät ulkoiset viat.
Sisäiset hitsausvirheet
GOST 23055:n mukaan hitsausliitosten sisäisiä vikoja ovat ei-metalliset, kuona- ja oksidisulkeumat, metallin tunkeutumattomuus ja sulamattomuus sekä huokoset ja halkeamat, jotka eivät näy metallipinnalla. Tällaisten vikojen tunnistamiseksi käytetään käytännössä ainetta rikkomattomia hitsaustestausmenetelmiä. Seuraavassa tekstissä kuvataan yleisimmät sisäisten vikojen tyypit.
Sauman muodostumisvirheet
Virheet hitsien muodostuksessa näkyvät niiden muodon epätasaisuuksissa (katso oikealla oleva kuva). Ne muodostuvat epävakioiden hitsaustilojen, hitsattavien reunojen välisen epävakiovälin ja reunojen epätasaisen viistokulman vuoksi. Hitsin todellisen muodon ja vaaditun muodon välinen ristiriita voi ilmetä virheellisenä, johtuen elektrodin väärästä sijainnista hitsin reunoihin nähden.
Samanlainen vika voi esiintyä muillakin. Esimerkiksi automaattisessa hitsauksessa tällaisen vian syy voi olla hitsauslangan liukuminen syöttölaitteessa, verkon jännitehäviö, sulan metallin tunkeutuminen rakoihin jne.
Hitsausrako
.jpg) Useimmiten tunkeutumisen puute hitsauksissa tapahtuu tapauksissa, joissa hitsattujen reunojen välillä on pieniä rakoja, joissa on suuri reunojen tylppäys, sekä jos niissä on epäpuhtauksia, jos elektrodin tai hitsauslangan asento on väärä. hitsattaviin reunoihin riittämättömällä hitsausvirralla ja suurella hitsausnopeudella.
Useimmiten tunkeutumisen puute hitsauksissa tapahtuu tapauksissa, joissa hitsattujen reunojen välillä on pieniä rakoja, joissa on suuri reunojen tylppäys, sekä jos niissä on epäpuhtauksia, jos elektrodin tai hitsauslangan asento on väärä. hitsattaviin reunoihin riittämättömällä hitsausvirralla ja suurella hitsausnopeudella.
Hyvin usein tunkeutumisen puute muodostuu sauman juureen (kaavio a) ja b) eivät kummassakaan vasemmalla olevassa kuvassa ja kaaviot c) ja d) kuvassa). Automaattisessa upokaarihitsauksessa sulamisen puute muodostuu useimmissa tapauksissa hitsin alussa. Niiden esiintymisen estämiseksi on suositeltavaa hitsata erityisiä vuorauksia. Läpäisyn puute on yksi vaarallisimmista hitsausliitoksen vioista.
Hitsausleikkaukset
.jpg) Liitospintaan muodostuu hitsausleikkauksia. Poikkileikkaukset ovat perusmetallissa olevia syvennyksiä, jotka sijaitsevat hitsin reunoilla. Ne ilmenevät hitsausvirran liian suuren lujuuden ja sähkökaaren suuren pituuden vuoksi, koska. tässä tapauksessa hitsin leveys kasvaa ja hitsin reunojen reunat sulavat voimakkaammin.
Liitospintaan muodostuu hitsausleikkauksia. Poikkileikkaukset ovat perusmetallissa olevia syvennyksiä, jotka sijaitsevat hitsin reunoilla. Ne ilmenevät hitsausvirran liian suuren lujuuden ja sähkökaaren suuren pituuden vuoksi, koska. tässä tapauksessa hitsin leveys kasvaa ja hitsin reunojen reunat sulavat voimakkaammin.
Hitsaushalkeamia on useita tyyppejä:
Hitsausvian tyyppi. Sekä sen koko ja esiintymispaikka.
Hitsausliitoksen mekaaniset ominaisuudet. Näitä ovat vetolujuus, juoksevuus, iskulujuus, sitkeys, korroosionkestävyys, väsymismurtolujuus jne.
Olosuhteet, joissa tuotetta käytetään. Pohjimmiltaan se on ympäristön luonne.
Tuotteen suorittamat toiminnot. On jopa sellainen termi: "soveltuvuus tiettyyn tarkoitukseen". Nuo. sama vika hitsauksessa voi olla hyväksyttävä yhdessä tehtävässä ja ei hyväksyttävä toisessa.
Päätöksen tekemiseksi yhden tai toisen tyyppisten ja kokoisten vikojen hyväksyttävyydestä on välttämätöntä, että laitteen mittauskyky vikojen valvontaan on suurempi kuin vian sallittu koko. Eli jos hitsauksessa sallitaan vikoja, joiden koko on enintään 2 mm, tämän sauman ohjaamiseen ei voida käyttää laitetta, jonka mittauskapasiteetti on 5 mm.
Sallitun vian enimmäisarvon määrittämiseksi on otettava huomioon, että hitsaussaumojen viat lisäävät pääasiassa teräksen väsymis- ja haurauttamiskykyä.
Tämän tyyppisessä tuhoamisessa suurimman vaaran muodostavat tasomaiset viat (mikrohalkeamat, makrohalkeamat, tunkeutumisen puute). Jos niitä havaitaan, on kiinnitettävä huomiota yksittäisten vikojen enimmäismittojen lisäksi myös niiden suhteelliseen sijaintiin ja lukumäärään.
Tasomaisten vikojen vaara piilee siinä, että ne ovat korkeita jännityksen keskittäjiä, koska halkeamien lähellä ei ole pyöristyssädettä. Tilaviat, kuten huokoset, kaasukuplat tai kaikki sulkeumat, omaavat jonkinlaisen kaarevuussäteen, joten ne ovat vähemmän vaarallisia jopa suuremmalla määrällä.
Pienellä pyöristyksellä halkeaman pohjassa siihen vaikuttavien jännitysten arvioimiseksi käytetään jännitysintensiteettitekijää K1, joka mahdollistaa murtumismekaniikan arvioinnin. Jännitysintensiteettitekijä voidaan määrittää, jos murtumisen vaatima jännitys on pienempi kuin materiaalin myötöraja. Se määritetään kaavalla:
jossa a on ulkoisen vian koko (korkeus) tai puolet sisäisen vian koosta;
bm - vetojännitys;
bv - taivutusjännitys;
Мm ja Мв - kertoimet, joiden arvo määräytyy vian koon ja osan paksuuden suhteen sekä vian sijainnin perusteella;
Q on kerroin, joka riippuu vian muodosta.
Hitsauksen jälkeen hehkuttamattomissa hitsausliitoksissa sisäisten jännitysten vähentämiseksi on tarpeen käyttää kriittisen halkeaman (COD) laskentaa hitsausvirheiden hyväksyttävyyden arvioimiseksi. Kertoimen K1 laskeminen eli kriittisen aukon arvon löytäminen mahdollistaa hitsin mahdollisen sallitun vian arvon suuren tarkkuuden määrittämisen.